

Automaker Renault’s Cléon factory, which specialises in manufacturing engines and components for both electric and internal combustion vehicles, could never be mistaken for a mere production plant.
It is first and foremost a “symbol of human ingenuity and technological innovation”, says the company. Since the iconic factory founded in 1958, it has shaped the landscape of the automotive industry, recently hitting the impressive milestone of 100 million engines and gear boxes manufactured.
Dive into this fascinating industrial arena, where the past meets the future. Welcome to the Cléon Megafactory.
In the heart of the factory, huge pieces of machinery are powered up at the crack of dawn. Production lines are coordinated with such a high degree of precision, reminiscent of an orchestra.
Operators assemble components to produce engines and gear boxes, overseeing every step of the process to ensure the quality and reliability of the finished product.

From the meticulous design of the first engines, to the development of the most sophisticated engines and technology, Cléon has epitomised the pioneering spirit of a factory that has always redefined itself to fit the times.
The Cléon fonte, an iconic engine
Since its inauguration in 1958, the Renault Group’s Cléon factory has produced a wide range of engines, each carrying the hallmark of the factory’s ingenuity and expertise.
The most famous such mechanical exploit remains the distinctive “Cléon fonte”, also known as the C-type engine, which continues to represent an important development, three decades after it was first presented at the Geneva Motor Show in 1962.
It was fitted to a variety of Renault models, including the Floride, Alpine A110, Renault 5, Super 5, Renault 8, Renault 12, and Renault 18, as well as utility vehicles such as the Estafette and its replacement, the first generation Trafic.
The various technical adaptations made to this engine have turned the Cléon factory into a genuine technological laboratory. In 1981, the lower valve cover gasket and valve train, initially made from cork, started to be made from silicone, which then required new techniques to remove the seals.
The layout also evolved for the Renault 9 and 11, from the initial longitudinal mounting and simultaneous assembly with the gear box and starter, the “Cléon fonte” engine moved to a transversal mounting, considerably reducing the noise inside the vehicle.
This transition led to the replacement of the hydraulic timing chain tensioner with a mechanical tensioning device, thereby improving the engine’s performance and durability.
The C-type engine was one of the first to adopt electronic ignition, the turbocharger and injection system. Its success can be quantified by its impressive production figures – over 14 million C-type engines were built at Cléon.

F-type and G-type engines, legends of the road
The F-type and G-type engines are two incredible feats of engineering that have blazed a trail on roads all around the world. The F7P engine, topped by a 16-valve alloy cylinder head, a double valve spring kit and two camshafts, was fitted to sportscars such as the Renault 19 16S, the Clio Williams and the Spider.
The G-type engine was installed on top-of-the-range models such as the Laguna, Safrane, Vel Satis, Espace and Avantime. It introduced a number of groundbreaking innovations, including the two-piece connecting rod, cutting machining costs significantly.
Moreover, the calibration of injection nozzles was revolutionised to meet the new environmental standards of the day. The G-type engine also pioneered the use of balance shafts, guaranteeing exceptional performance and unparalleled comfort.
Didier Van-Tornhout, who worked at the Cléon factory for nearly 40 years, spoke of how the team would constantly share and learn during this period.
Van-Tornhout, industrial projects manager at Cléon factory (now in retirement), says: “There was always a good atmosphere in the workshops and everyone was really supportive. In fact, I met my wife at the factory, even though we’d worked in the same workshop for ages before we actually first came into contact.
“Throughout my career, I went on about 60 training courses to learn about the engines, assembly, safety and quality and I was able to move up in the workshop and my career as an engineer.”

Iconic gearboxes
The Cléon factory is renowned not only for its legendary engines, but also for its gearboxes that have powered many Renault models over the decades. The factory began producing gearboxes for the Dauphine and the 4CV, called the B2 and B3 gearboxes, in reference to the number of gears available.
The 1980s saw the development of the J-type gearboxes, with ball or tapered rolling bearings. Over 21 million of these drivetrains were produced.
Then, in 1991, Cléon started manufacturing P-type manual gearboxes, boasting five or six gears depending on the version. This piece is still manufactured today, and production has already reached 8 million units.
Innovative working practices and processes
Over the decades, the Cléon factory has constantly sought to achieve excellence by reinventing its manufacturing practices. The first machining techniques were produced with single-purpose machines, specially designed for each part of the process.
The factory then switched to simultaneous machining on a stationary piece of equipment to increase efficiency, while automation brought about transfer lines, creating a continuous production flow.
The shift was then made to flexible lines, rigged with cutting-edge machining units, enabling the factory to save time when changing parts and guarantee quality.
Leading-edge technology
The Cléon factory has driven considerable technological progress. For example, thermochemical treatments have developed from a basic production line to sophisticated setups integrating panels and conveyors, thereby reducing assembly times.
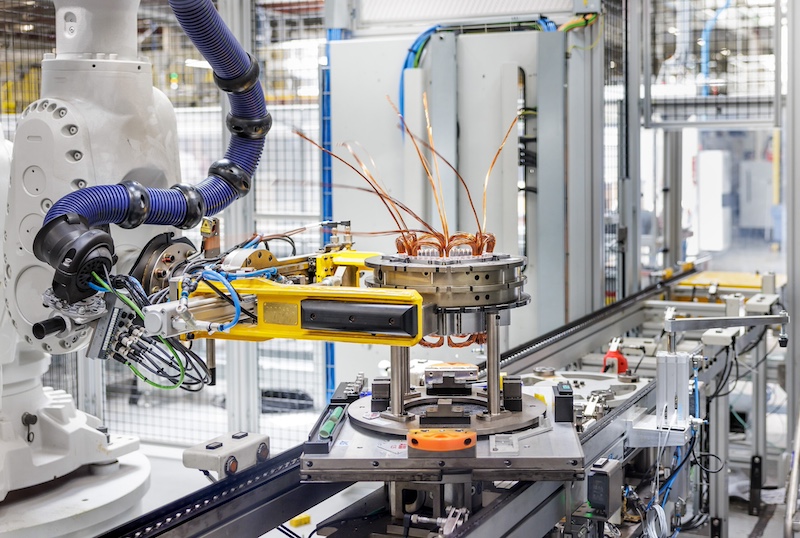
The introduction of robotics also revolutionised the production process. In the 1960s, failure alerts were signalled via a generic warning light, whereas nowadays, human/machine interfaces provide detailed descriptions of each fault.
The integration of thermochemical treatments, in particular low pressure carburizing, improved the durability of components. Cléon has also modernised foundry work, moving from casting single parts with just low pressure circuits to products that integrate high pressure circuits, requiring specific expertise.
The teeth of the pinions in the electric reduction gears of hybrid and electric vehicles were modified to reduce noise.
The challenges of electrification
To meet the needs of the modern world, the Cléon factory began focusing a long time ago on electrification, conducting the first studies on the ZOE motor. At that time, it was like heading into uncharted territory, and electric technology presented some serious challenges.
First and foremost, it was necessary to learn to effectively produce electric motors, expertise that was then rare. Then, operators who specialised in internal combustion engines and conventional gearboxes needed to be trained and redeployed to work on electric vehicles.
Despite these obstacles, the first electric motor came off Cléon’s production lines in April 2015 to power the ZOE, marking an important milestone.
Patrice Duhaut, process expert leader, says: “We learned that even though electric vehicles have fewer parts, the technology is highly complex and requires a high degree of precision. Our strength lies in the expertise accumulated over the decades producing engines and gearboxes, and it is this expertise that sets us apart.
“In 2017, we set up a division to focus specifically on the electric process. It started with just five people, but we have since sought out and brought in a wealth of talent, and our team is now made up of over 40 experts. Every day, we continue to learn, grow and push the boundaries on electric innovation.”
Over time, the factory has continued to evolve, producing the 5A engine for Renault and its partners and developing upgrades for models such as the Kangoo.
This wound rotor synchronous motor, built without rare earths, was the first of its kind, epitomising the expertise of this iconic factory.
The introduction of the 6A engine, fitted to the Megane E-Tech electric and the All-new Scenic E-Tech electric, represents a huge leap forward with its design that boasts 30 per cent more power in a motor 30 per cent more compact.
To step up the pace of this transformation and remain at the cutting-edge of technological progress, Cléon opened an electric university. Over 3,000 people are currently employed in the Cléon workshops, contributing to the success of this radical transformation.
Thomas Denis, director of Cléon Megafactory, says: “We are so proud to have hit the milestone of 100 million components! This incredible feat was achieved thanks to the engagement, expertise and performance of the people who have been operating the Cléon Megafactory for decades.
“It reflects the ability of our teams to keep abreast of the technological changes arising from the transformation of the automotive industry.
“Whether with respect to operational excellence, digitisation, or decarbonisation, the Cléon factory continues to evolve to enable the Renault Group to pursue its electrification strategy.”
Cléon in figures
To look beyond the hive of activity constantly pulsing at the Cléon factory, the numbers tell a story of industrial progress. An impressive production record: 14,512,000 C-type engines, 14,520,000 F-type engines and 21,139,294 J-type gearboxes have been produced in these workshops.
To date, the workshop has manufactured 100 million engines and gear boxes. Other impressive figures reflect the success of this factory based in northern France:
- 250 automated guided vehicles (AGV) travel along the production lines every day to replenish workstations
- 648 robots, including 89 collaborative robots, form part of the manufacturing process
- 1,800 inspection points on the 6AM engine
- 50 families of parts are machined each day, including camshafts, valve covers and crankshafts for internal combustion engines, drive shafts, transaxles, pinion gears for gearboxes, rotorshafts, lock housing and pinion gears for electric motors
