

Rob Sullivan, President, AutoGuide Mobile Robots
You need to move material but moving that material is risky business. Ninety percent of all forklifts in the US will be in an accident during their useful life, and almost 35,000 people per year suffer severe injuries in forklift-related incidents.
Accidents happen and people are injured when a forklift driver’s view is obscured by the load they’re carrying. It happens all the time but there’s a better way.
Autonomous Mobile Robots (AMRs). Robots that can navigate autonomously along pre-determined paths using only the natural features of the facility. They have built-in sensors and LiDAR scanners that detect objects and personnel in their path to substantially reduce accidents of all kinds.
Fleet control software is used to manage the entire fleet of robots and optimize their paths as they navigate your facility, and can be integrated with a warehouse management system (WMS) or manufacturing execution system (MES) to further optimize operations.

But how do we make sure AMRs will operate safely in a live production environment, where they have to interact with people, machinery and other vehicles?
For a more in-depth look at these topics, and a case study of a tier one automotive manufacturer that went ‘fork free’ with autonomous mobile robots, register for AutoGuide Mobile Robots webinar: Mobile Robot Safety: Risks, Responsibilities and ROI
Standards and their Evolution
The answer starts with standards. There are two types of standards for AMRs: regulatory standards, as set forth by organizations like OSHA in the US, which are compulsory; and voluntary standards, which are defined by industry organizations to help standardize the safety of AMRs.
An AMR manufacturer should be more than willing to offer up proof of compliance with not just regulatory standards but also industry standards.
Industry standards are constantly being refined and updated as technologies evolve. Right now there are two main standards manufacturers look to as they are designing their robots – ANSI B56.5 (US) and EN1525 (EU). These standards were created with automated guided vehicles (AGVs) in mind.
AGVs travel on a fixed path guided by wires or magnets embedded in the ground. These standards, therefore, do not address the capabilities of autonomous robots to plan their own trajectory based on a set of approved paths and move autonomously.
New standards are being developed to address this gap, such as ISO 369104 published in 2020, and ANSI/RIA R15.08, which is still being finalized.
The standards define three areas of responsibility when deploying an AMR system: Robot Manufacturer, Robot Integrator, and Robot Owner.
Manufacturer Responsibilities
When designing an AMR, the manufacturer must develop their robots to not just meet but exceed the standards. CE certification in Europe is the gold standard. When evaluating an AMR, a well-designed robot will include:
- Emergency stop functionality
- Personnel and obstacle detection
- Over-speed detection to monitor the speed of the robot
- On-board safety controller that manages the robot’s decisions as they navigate the facility
- Warning lights and audible warning signals to alert nearby personnel to the robot’s presence and impending movements
- CE certification – a requirement for AMRs sold in Europe
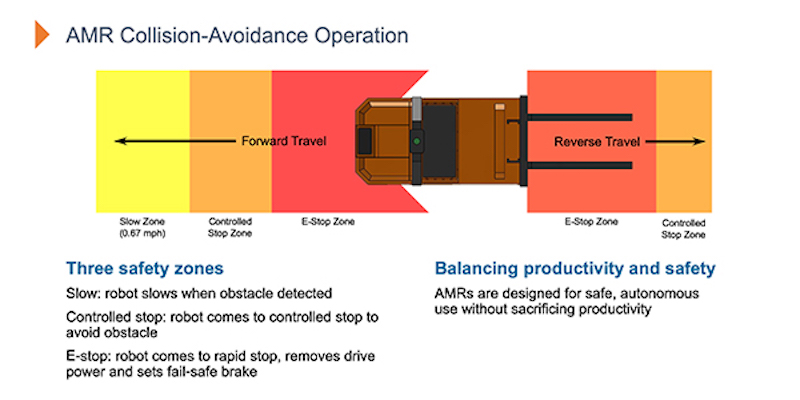
When evaluating an AMR’s collision avoidance capabilities, look for a robot with safety zones in both the front and rear of the vehicle. The robot should be programmed to respond appropriately given the location and speed of an obstacle.
For example, in the diagram below, if the obstacle is detected in the yellow zone, the robot simply slows down in attempt to allow the obstacle to clear without having to come to a full stop. If an obstacle appears within the orange zone, the robot comes to a controlled stop and waits for the obstacle to move out of its path.
Only when an obstacle is detected in the red zone does the robot come to a rapid stop, in which drive power is removed and the fail-safe is set.
AMRs, unlike AGVs, can re-start after making a stop due to an obstacle, and continue on their way. As illustrated in the video at the end of the article, when the AMR detects an obstacle in its path, in this case a human, the robot stops and continues to scan the path ahead.
When it senses the path is clear, it proceeds along its pre-determined route to its destination without operator assistance.
AMRs are also able to operate in production environments because they can be programmed to manage any number of safety situations they encounter along their path.
Robots can be programmed to slow down or stop at an intersection, announce their presence before continuing on with an audible tone or series of tones, or avoid areas where robots aren’t allowed.
Fleet control software is used to map the facility, identify these areas and communicate with the robots as they travel along these pre-defined paths.
Integrator Responsibilities
Many projects benefit from the use of an integrator when planning and designing a deployment. AMRs are part of a much larger system that includes the facilities natural features, other equipment in the operation, and people moving through the area.
The integrator is responsible for ensuring the facility’s entire system is safe and that the AMR’s safety functions are tuned to the unique and dynamic environment.
To start, the integrator does a comprehensive risk assessment which informs the initial set up of the system, including safety instructions for the robot so that they are responsive to the facility.
When completing a risk assessment, an integrator must confirm that loads will be stable at transfer points and consider how a robot should respond when approaching areas where it must interact with other elements of the facility.
For example, requiring the robot to stop at an intersection, declare its presence, and then proceed when the path is clear. This risk assessment then informs the design of the system to ensure efficient operations with maximum safety.
Owner Responsibilities
The owner of the AMR is responsible for buying a safe, CE-certified robot and participating in the risk-assessment process.
After the AMR system is deployed, the owner is responsible for maintaining clear routes with appropriate clearance, ensuring payload stability at transfer points, and adapting the system when the environment changes.
ROI
While we know that AMRs positively impact operational efficiency, we should also consider how improving safety in a facility can affect profitability. Costs associated with safety include:
- Absenteeism due to injuries, which leads to lost productivity
- Employee replacement and training costs
- Costs associated with business & health insurance, as well as disability claims
- Equipment damage
- Product damage
- Counter-measures deployed to address safety concerns
By deploying AMRs, many of these issues can be significantly reduced or even eliminated. AMRs increase safety and profitability by adding predictability to operations.
They travel along a pre-determined network of paths and have built-in safety features that allow them to coexist with people and other equipment.
The AMR manufacturer, integrator and owner must work together to ensure a safe and efficient environment that ultimately drives down costs and increases productivity.
For a more in-depth look at these topics, and a case study of a tier one automotive manufacturer that went ‘fork free’ with autonomous mobile robots, register for AutoGuide Mobile Robots webinar: Mobile Robot Safety: Risks, Responsibilities and ROI

AutoGuide AMRs are Safe – AutoGuide Mobile Robots
